


 русский
русский Français
Français 日本語
日本語 Latine
Latine 한국어
한국어 Tiếng Việt
Tiếng Việt ไทย
ไทย বাংলা
বাংলা عربى
عربى Hrvatski
Hrvatski čeština
čeština dansk
dansk Nederlands
Nederlands Pilipino
Pilipino Suomalainen
Suomalainen Deutsch
Deutsch Magyar
Magyar Indonesia
Indonesia italiano
italiano Gaeilge
Gaeilge Bahasa Melayu
Bahasa Melayu فارسی
فارسی norsk
norsk Polskie
Polskie Português
Português Română
Română Español
Español Slovák
Slovák svenska
svenska Türk
TürkLär dig mer om vår branschutställningsinformation och senaste evenemang i vårt företag.
• CNC-knivslipmaskinen använder PLC-programkontroll, som är lätt att använda, snabb, stabil, påli...
See DetailsEn tillbakaspolning knivslipmaskin återställer skäreggen på skrapan och schaberbladen genom en slipmetod för kontinuerlig återlindning : bladet matas fram stegvis i kontakt med en roterande slipskiva, material från bladets skäregg med en exakt kontrollerad hastighet och det slipade bladet lindas tillbaka på en upprullningsrulle - allt i en enda oavbruten process. Denna kontinuerliga matnings- och slipcykel måste elimineras att stoppa och flytta om bladet för varje slippassage, vilket gör det möjligt konsekvent egggeometri över hela bladets längd utan operatörsutmattning eller positionsfel.
Doktorblad (även kallade skrapblad) är tunna, långa blad som används i maskiner för tryckning, papperstillverkning, bestämning och konvertering för att skrapa överflödigt bläck, beläggning eller material från rullar och cylindrar, vilket säkerställer att en exakt uppmätt film av material överförs till underlaget. En vanlig schaber kan vara 1 000 till 6 000 mm långa , endast 0,1 till 0,7 mm tjock , och måste bibehålla en skarp, geometriskt konsekvent kant för att fungera korrekt.
I höghastighetsutskrifter eller beläggningsapplikationer kan ett blad slitas eller sönderdelas inom några timmar efter drift. Istället för att kassera slitna blad – som representerar tillverka material- och tillverkningskostnader – återslipar omslipningen skäreggen, vilket förlänger bladets livslängd avsevärt.

| Komponent | Funktion |
|---|---|
| Avvecklingsstation | Håller och kontrollerar matningen av sliten bladrulle med jämn spänning |
| Styrrullsystem | Justerar bladet i sidled och ställer i infartsvinkeln mot slipskivan |
| Slipskiva | Tar bort material för att återställa kantgeometrin; varvtalsstyrd av motor |
| Vinkeljusteringsmekanism | Ställer i bladets fasvinkel för olika äggspecifikationer |
| Kylvätskesystem | Förhindrar termiska skador på bladmaterialet under glidning |
| Precisionsdrivsystem | Kontrollerar bladmatningshastigheten och bibehåller synkroniserad spänning |
| Återspolningsstation | Samlar upp det färdiga slipade bladet vid kontrollerad upptagningsspänning |
En välkonfigurerad omlindningsknivslipmaskin kan tillverkas av ett brett utbud av material genom att ändra slipskivans specifikation:

• CNC-knivslipmaskinen använder PLC-programkontroll, som är lätt att använda, snabb, stabil, påli...
See Details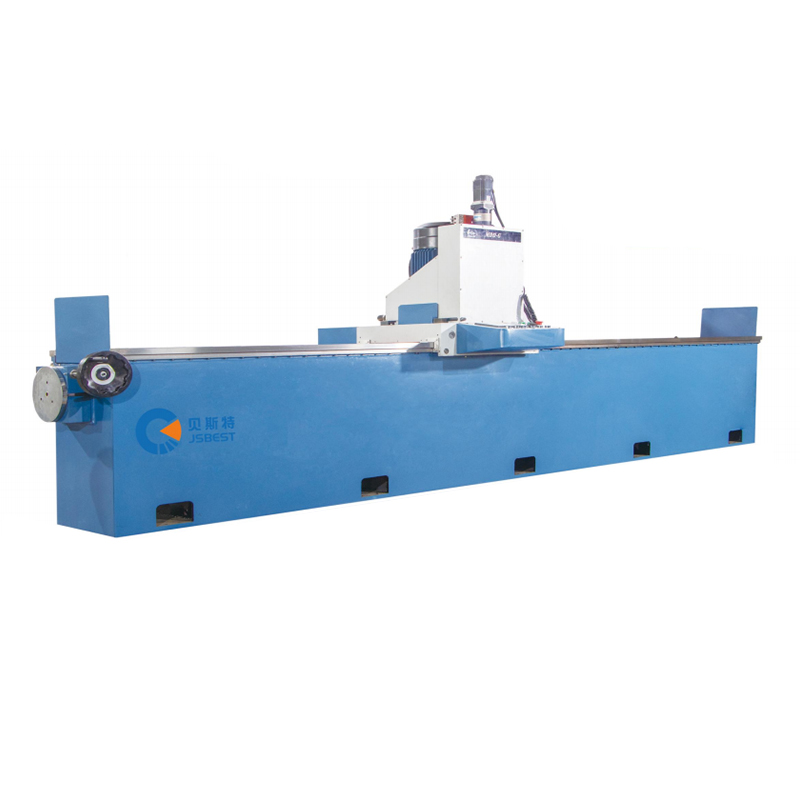
• Hela maskinen antar en svetskonstruktion av höghållfast portaltyp, med en solid och kompakt öve...
See Details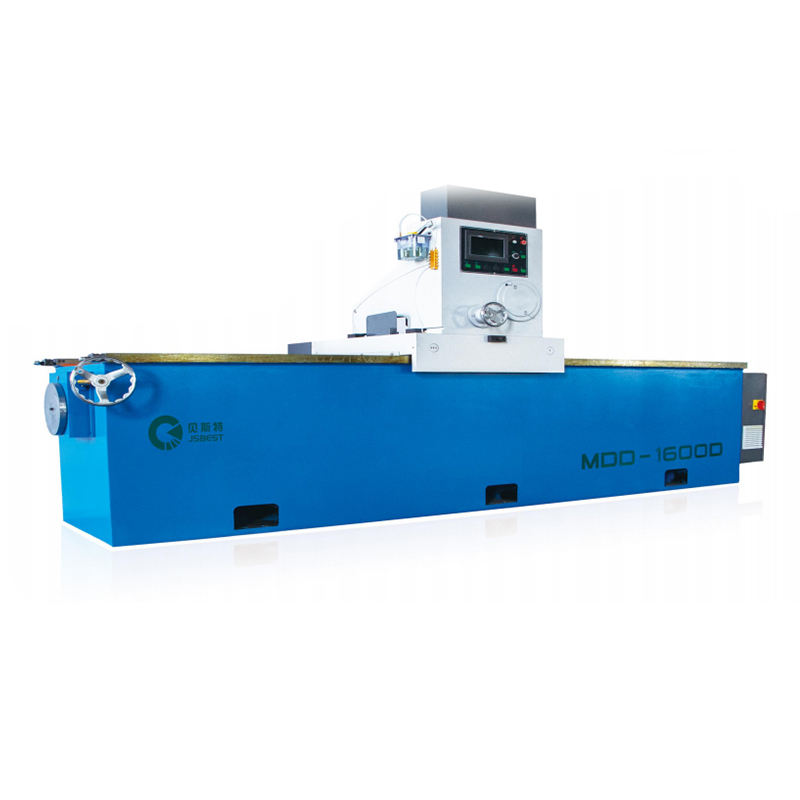
• Slipmaskinen använder en bädd av portaltyp, högkvalitativ stålplåtsvetsning, högtemperaturhärdn...
See Details
• En höghållfast svetsad stålkonstruktion används för att eliminera den inre spänningen av...
See Details
Dubbelhuvudknivslipmaskin är en effektiv sliputrustning som kombinerar grovslipning och finslipni...
See Details
Heavy-Duty ytfräs- och slipmaskin är en effektiv bearbetningsutrustning som integrerar fräs- och ...
See Details
• Denna runda knivslip använder ett PLC-program för att styra den automatiska matningsdelen, som ...
See Details
CNC cirkulär knivslipmaskin strukturella funktioner: • Hög slipnoggrannhet, spindel- och kniva...
See DetailsLär dig mer om vår branschutställningsinformation och senaste evenemang i vårt företag.





